

機床(chuáng)安(ān)裝(zhuāng)基礎與壓漿法安裝(zhuāng)
本文導讀:摘,要,機床(chuáng)基礎和施工的注意事項。一種快捷、方便、簡單、高精(jīng)的壓漿安裝法,方法適用於一切機械設備在水(shuǐ)泥基礎上的安裝。提出一個理念,精良的(de)機(jī)床沒有精良的(de)基礎和安裝,它(tā)將不再(zài)精良。







摘(zhāi) 要 機床基礎和施工的注意事(shì)項。一種快捷、方(fāng)便、簡單、高精的壓漿安裝法,方法適用(yòng)於一切機(jī)械設備在水泥基礎上的安裝。提出一個理(lǐ)念,精(jīng)良的(de)機床沒有精良的(de)基礎和安裝,它將不再精良。
關鍵詞 機床 基礎 選址 防震墊鐵 隔熱 地腳坑 安裝
1 概述
當前我國的機床需求量占世界首位。近(jìn)兩年來,很多機械製造企業,特別是重型機械製造業投下巨資購置機(jī)床,進行設(shè)備更新和擴大再生產。因此在一個老廠房或一個全新的(de)廠房,人(rén)們往往會看到幾台、幾十台機床在(zài)同期進行基礎的開挖、灌製和機(jī)床的安裝,但你會極少看到設計和施工完美的基礎和正確(què)的安裝。原因是人們忽略了機床的安裝,或者說機床基(jī)礎與機(jī)床的安裝是機床供貨商和用戶之間(jiān)一個荒涼地帶。
由此人們犯了一個又(yòu)一個錯誤:選擇安裝地點的失誤,沒(méi)有遠離振動,沒有考慮環境溫度,沒有(yǒu)考慮到地下水、再生地、土(tǔ)壤疏鬆、流沙、流泥的影響,安裝方法的落後……。而所有這些都會導致不必要的安(ān)裝拖期(qī)、中斷、費用的增加、安(ān)裝精度的(de)降低,由此引發機床振動(dòng)、熱變形、精度過早喪失、功能限製(zhì)等後果。
2 機床基礎(chǔ)設計應有如下的考慮
(1)要清楚地知道機床安裝地點的地表狀況和土壤(rǎng)承載能力。這些應由(yóu)專業人員(yuán)以書麵的、數據化的(de)形式提交給機床基礎的設(shè)計者。
(2)機床基礎必須有足夠(gòu)的強度、剛(gāng)度、穩定性。必須滿足(zú)機床生產廠家提出的具體要求,應嚴格遵守機床廠家提供的機(jī)床負荷圖進行設(shè)計。
(3)嚴格遵守和(hé)貫徹執行國家對基礎設(shè)計和施工的標準規(guī)定。
(4)在購置機床的技術(shù)協議和商務合同中,一定(dìng)要注明向供貨商索取基(jī)礎設計建議書、動(dòng)靜載荷受力圖、鋼筋(jīn)及(jí)預埋件布置圖及載荷(hé)圖等。
(5)要熟知機床****的外廓尺寸、操作者的操作區域、廠房立柱及立柱(zhù)底(dǐ)座(zuò)尺(chǐ)寸、天車高度及起重噸位、車間頂棚鋼(gāng)梁(liáng)及結構、安裝(zhuāng)地點周邊的(de)設備和設施等等。
(6)要確保有足夠的(de)空間來擺放機床(chuáng)輔具。這對於重型機床及複合機床優為重要。
(7)應考慮必要的機床安裝調試(shì)和維(wéi)修通道,並配以必要的照明和電源插座。
(8)對於在高溫和(hé)嚴(yán)寒地帶,溫(wēn)差變(biàn)化較大的廠房裏安裝機床,一定要考慮地表和地下溫度對床身精度的(de)影(yǐng)響,這一點對(duì)於細長床身機床的安裝優為重要。
(9)要保證機床床身、墊鐵、水泥基礎的接觸精度及剛度,這是保證機床安裝質量和機床精(jīng)度的關鍵(jiàn),它對於機床的加工精度和加(jiā)工能力關係重大,也會嚴(yán)重(chóng)影響機床精度的持久性。
3 機床安裝選址應注意的(de)問題
(1)應保證機床安裝部位環境溫度在15℃~25℃之間。
(2)機床安裝部位(wèi)12h內溫度波動應≤±2℃,精密數控機床(chuáng)應≤±1℃。
(3)機床安裝部位高度方向5000mm內溫差應≤2℃,精密機床應≤1℃。
(4)機床基礎必須隔絕外界溫度的影響,要用隔熱材料將基礎周邊與土壤隔絕。這對於處在高寒、高溫地(dì)區靠近車間外牆安裝設備的基(jī)礎尤為重要。
人們忽略了一(yī)個(gè)重要的問題,那就是溫度(dù)對機床基礎的影響會直接導致機床精度的喪失,特別是長型床身(如大型龍門銑工作台床身),基礎和環境的溫差,會直接發生床身導軌上凸和下凹的大幅度熱變形,導致靜壓導軌靜壓係統失效,使機(jī)床難以正常工作。
(5)進入車間的陽光不能透過門窗直接照在機床上,特別是龍門類機床應防止單麵光照。
(6)車間打開門窗所進入的冷空氣或熱風幕(mù)及采暖設備產生(shēng)的熱空氣也不(bú)能直接進入機床區域,特別是防止流動的(de)空氣(qì)進入(rù)和機床單方向局(jú)部受熱。
(7)機床安裝部位要(yào)遠離振源。一般(bān)為5~8m,或采用可靠的防振措施。機(jī)床與廠房外牆和立柱間距應符合國家標準規定(dìng):小(xiǎo)型≥0.7m、中型≥0.8m、大型≥0.9m。
(8)機床安(ān)裝部位要(yào)遠離汙染,避免空氣中的粉塵,油霧等不良影響。
(9)機床安裝部位應滿足工藝要求,應便於工件的吊運裝卸,應便於工件的存放,應便於切屑(xiè)的清理,應便於機床電源(yuán)和壓縮空氣的(de)配備,應考慮(lǜ)機床安裝維修的方便(biàn)及操作安全。
4 機床基礎的一般要求
(1)基礎的傾斜不(bú)應超出規定(dìng),一般為(wéi)3mm/m~25mm/25m
(2)基礎的變形(xíng)不(bú)應超(chāo)過下式計算的變(biàn)形量
變max=0.001/(L/2)式中 L—相對(duì)於各個寬度(dù)下的長度,cm
(3)設置基礎變形檢測平板進行監(jiān)測。
(4)基礎預埋件應與鋼筋焊牢,固定(dìng)好預埋的管線。對於設(shè)計要求(qiú)預埋的管道要(yào)作好(hǎo)防(fáng)腐、防滲(shèn)、防漏(lòu)處(chù)理,特(tè)別是油路管道,一定(dìng)要(yào)仔細進(jìn)行內徑清洗,推薦(jiàn)選(xuǎn)用適當的PVC管預埋。
(5)對靠近車間(jiān)廠房天車立柱基礎的部位要進行隔振處(chù)理。
(6)基礎澆鑄應一次連續進行。
(7)基礎周邊應進行隔振處理。
(8)基礎周邊應進行(háng)隔熱處理(lǐ)。
(9)基礎表麵應進行(háng)防腐、防油、防水、防滲處理。
 |
5 機床基礎防振隔(gé)熱處(chù)理
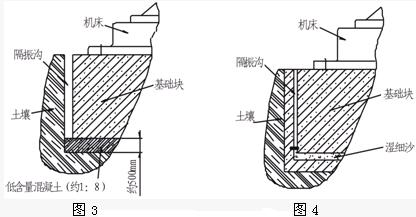
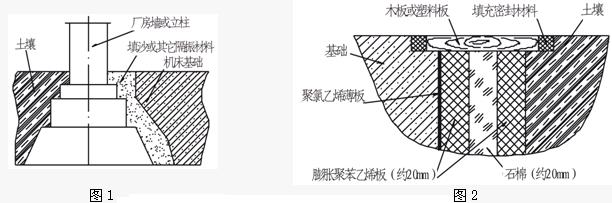
(1)精密機床安裝位置應盡量避免有(yǒu)劇(jù)烈振動的設備,如重型機床、鍛壓設備等(děng)。應遠(yuǎn)離天車鋼梁立柱,若安裝位置受(shòu)限,要(yào)將立柱基礎和機床基礎(chǔ)用懸挑(tiāo)法隔開,如圖1所示。
(2)在高寒高溫地區,靠近車間外牆安裝精密機(jī)床的基礎,一定要(yào)進行隔熱處理。
(3)在機(jī)床基(jī)礎與(yǔ)土壤之間設50~100mm寬的防振溝,用類似(sì)聚苯乙烯之類的(de)材料充填(tián)。在防振溝內夾入石棉等隔熱保溫材料,亦可解決基礎溫度與外界溫度溫差的影響,如圖2所示(shì)。
(4)超精(jīng)密機床,如導軌磨床、軋輥磨床等,其(qí)防振方法是采用彈性支承部件將整體的基礎塊懸浮起來。近年來有(yǒu)人認為這(zhè)種方法的效果往往不(bú)能令人滿(mǎn)意,推薦另一類(lèi)形式,如圖(tú)3、圖4所(suǒ)示。
6 基礎的防油、防水、防滲、防腐
機床基礎由於長時期受到油、水等有害液體浸蝕,會發生疏鬆損壞,引起地腳(jiǎo)螺(luó)栓鬆動,使機床功能喪失或部(bù)分喪失。這些(xiē)油和水可能來自機床的泄漏和切削冷卻係統的失效。
防(fáng)治的(de)方法有多種,如在澆鑄基礎的水泥漿中加入聚合物添加劑等。但常用的方法是在基礎表麵上塗層,塗(tú)敷防腐,防油、防水、防滲的環氧漆等,應(yīng)注(zhù)意分(fèn)數次塗敷,每次厚度在0.03mm左右。
7 基礎地腳坑
地腳坑是基礎與機床聯接的關鍵部位,應特別注意以下問題(tí):
(1)地腳坑的(de)形(xíng)狀和尺寸應附(fù)合(hé)有關(guān)標準的規定
(2)地腳坑坑壁應做得盡量粗糙
(3)不能使用聚苯乙烯做型模,因為它清除十分困難
(4)地腳(jiǎo)坑應與(yǔ)理(lǐ)想中心線垂直(zhí)
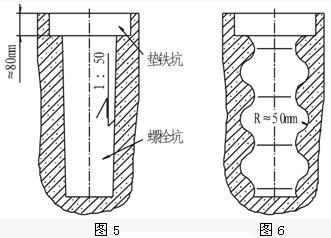
(5)地腳坑應分為(wéi)墊鐵坑(kēng)和螺栓坑二層,如圖5所(suǒ)示
(6)地腳坑亦可做成環槽(cáo)式,用薄壁金屬型模(mó)做出,如(rú)圖6所示。
8 機床在基礎上的安裝
一台大型(xíng)機床的基礎(chǔ)造價是十分昂貴的。高質量、高水平的機床基礎,如果沒有精良的機床安裝,昂貴的基礎將部份或(huò)全部喪失其價值。而(ér)做到機床在基礎上(shàng)的精良安裝,是一件很不(bú)容(róng)易的事情。這個安裝(zhuāng)包括了床身、立柱等通過墊鐵、地腳螺栓、二次灌漿錨固在(zài)機床基礎上的全過程。其中最難以實現的是床身、墊鐵、灌漿水泥表麵的良好的(de)接觸率和接(jiē)觸剛度(dù)
而機床壓漿安裝法很輕易地解決(jué)了這個問題。它打破了傳(chuán)統的手工修整墊鐵與基礎配合表麵等(děng)落後的方法,采用(yòng)了一種全新的工藝手段和新的灌漿材料,使床身、墊鐵、水泥的接觸表麵在浮動的、自然就位的狀態下固化,幾乎保證了100%的接觸率,使接觸剛(gāng)度達到了****。使床身、立柱等機床部件在基礎(chǔ)上的安裝得精良,保證了整個機床的精度、精度持久性及機床功能。
下麵以此為例,講述機床在基礎上(shàng)的安裝程序及注意事項:
(1)機床基礎澆(jiāo)灌完工後,應適時對基礎進行預壓,用適當重物遍布基礎表麵,預壓重量為機床自重與****工件重量總和的1.2~2倍。預壓後的基礎,可減少下沉等變形對機床精度和功能的影(yǐng)響。
(2)安裝單位接到安裝任務後,應首先派出專業人(rén)員對機床的安裝基礎進行檢驗,主要是幾何尺寸和製作質量檢查。檢驗合(hé)格後,安裝人員才能進入現場(chǎng)開始安裝,並正式計算安裝時間,確保在合同約(yuē)定(dìng)時間內完成(chéng)安裝調試任務。
(3)在二次灌漿的前1~2天,應對地腳坑進行認真(zhēn)清理,不(bú)得有髒物、雜物、灰塵等。接著在坑(kēng)內注滿水對坑壁進行(háng)浸潤,保證灌漿水泥所需要的(de)濕度(dù),以獲取二次灌漿與基礎高(gāo)強度的結(jié)合,這是(shì)非常重要的一項工作,萬萬不可忽(hū)略。
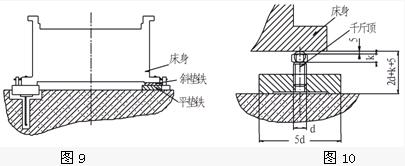
(4)床身調整墊鐵推薦選用如圖7所示的盒式墊鐵。圖7中尺寸為參考尺寸。此類墊鐵(tiě)已係列化生產,可根據所需承載從專業(yè)廠家選購。
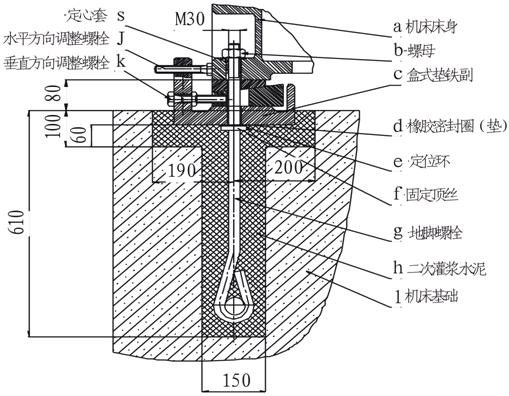 |
圖7
圖7中所示的配合表麵為精密接觸(chù)麵,應(yīng)保證接觸(chù)率(lǜ)在85%以上,特別是兩斜鐵配合表麵應仔細檢查,否則通過手工刮研實現。
圖7中“d”所示為橡膠密封圈或墊,它的功能是防止二次灌漿時水泥向上串入墊鐵盒內造(zào)成汙染,以至破(pò)壞盒內斜鐵各滑動精密(mì)配合表麵,應注意保護其不破損,更(gèng)不能漏裝(zhuāng)。
圖7中“f”所示為墊鐵盒定位(wèi)環,它的功能(néng)是支撐(chēng)著墊(diàn)鐵預掛在(zài)床(chuáng)身上。調整無誤後用頂絲“g”緊固好。在機床安裝進入壓漿工序時(後述),它將隨著(zhe)床身和(hé)墊鐵的壓下而下移,千萬不能焊死在地腳螺栓上。
圖7中“j”“ k”所示為(wéi)水平方向和垂直方向(xiàng)調整螺栓,其中垂(chuí)直方向調整螺栓“k”距基礎表麵應(yīng)有足(zú)夠的高度,以滿足調整板手的吻入。
圖7中“s”為床身地腳孔與地腳螺栓定心套(tào),它保證床身(shēn)水平方向調整時有足(zú)夠的空隙,防止孔壁與地(dì)腳螺栓外徑幹涉,不(bú)可(kě)漏裝。
(5)將盒式墊(diàn)鐵分解清洗,應特別注意配合表麵的清整,然後在墊鐵斜(xié)麵、各滑(huá)動麵及螺紋處(chù)塗潤滑(huá)油(yóu),注意隻能用潤(rùn)滑油,不能用(yòng)潤滑脂。
(6)用適當高度的墊鐵或墊木將床身支(zhī)撐(chēng)好,如圖8所示。
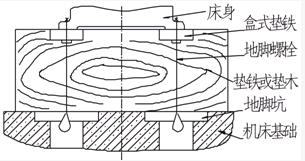 |
圖8
(7)將調整墊鐵副與地腳螺栓(shuān)裝入床身(shēn)(圖(tú)7、圖8)。具體工(gōng)序如下:
首先根據墊(diàn)鐵與床身地腳厚度將定位環“f”調整好,保證地腳螺栓“g”與螺母“b”旋合後(hòu)露出3-4個螺紋。同時將斜鐵調整(zhěng)成有三分之二可(kě)上調的(de)狀態。接著(zhe)在地腳螺栓“g”上裝入密封圈“d”,盒式墊鐵副“c”,組合(hé)後裝入床身地腳孔,然後裝入定心套“s”,最後用(yòng)螺母“b”緊固(gù),懸掛在床身下(xià)端。
(8)將數塊規格為100mm×50mm×25mm的平鐵和80mm×50mm的斜(xié)鐵組合(hé)後在適當位置預放於機床基礎兩地腳坑(kēng)之間,亦可用千斤頂替代(dài)(圖9、圖10)。
 |
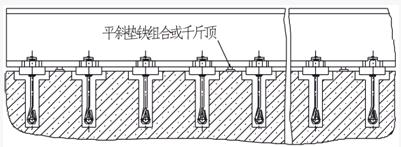 |
圖11
(9)吊起床身,撤掉墊木,將床身落下並(bìng)置於平鐵斜鐵組合或千斤頂上,床身懸掛的墊鐵副與地腳螺栓進入基(jī)礎地(dì)腳坑(kēng)中。要保證(zhèng)墊鐵底麵與墊鐵(tiě)坑有50mm以上的灌漿空(kōng)間(圖7~圖11)。
(10)用斜鐵或千斤頂,粗調床身。若床身為多段拚接,粗調精度應滿足定位銷及(jí)連(lián)接螺栓的裝配要求。
(11)將地腳坑中提前1~2天(tiān)灌注的水(shuǐ)抽幹,不得有明水。如有明水,會使界麵處水料比增大,降低結合強度,影響整個施工質量。
(12)地腳螺栓坑灌漿。這是機床安裝(zhuāng)中關鍵的工作,對確保機床(chuáng)的精度和加工能力是至關重要的,一定要嚴格、謹慎進行。灌漿水(shuǐ)泥與灌漿(jiāng)要求如下:
1)選用的灌漿(jiāng)水泥必須是膨脹(zhàng)水泥,也稱無收(shōu)縮水泥,普稱為水泥基灌漿料。這種水泥基灌漿料是由水泥、集(jí)料、添加劑、礦物(wù)質摻和物等多種(zhǒng)材料組(zǔ)成,經工業化生產而成的幹混料。它加水拌和後具有高流動性、早強性、高強性、不離析、微膨脹等良好的工藝性能(néng)。
由此它提高了工程質量、簡(jiǎn)化了施工工藝、加快了施工進度。也由此於1997年被國家科委列為國家科技成果重點推廣項目。目前我國(guó)生產(chǎn)此類產品廠家很(hěn)多(duō),一定要選用名(míng)優產品,否則後患(huàn)無(wú)窮。
2)要嚴格按(àn)灌漿水泥產品(pǐn)說明(míng)書要求進行攪拌混合。在保證其流動性的前提下,盡可能少加水,水與水泥(ní)的比例一般不超過13%。
3)攪拌混合應在盡量短的時間內完(wán)成,一般不應(yīng)超過3min。推(tuī)薦采用機(jī)械攪拌,嚴禁二次(cì)攪(jiǎo)拌。
4)攪拌混合後的灌漿水(shuǐ)泥(ní)應在短時間內一次用完,一(yī)般不應超過30min。
5)灌漿料盡可(kě)能在高的位置上進入地腳坑,推薦用一根通徑大於50mm。長約1000 mm的膠管或軟塑料管垂直放置,用漏鬥(dòu)將灌漿料導(dǎo)入地腳坑(kēng)。
6)灌漿(jiāng)過(guò)程中要嚴禁空氣混入(rù)、嚴禁震搗、嚴禁(jìn)灌後(hòu)移動螺栓。
7)灌漿時環境溫度最好在20℃左右,否則固化時間過長且降低水泥抗壓強(qiáng)度。
(13)調整墊鐵坑灌漿。這是距地腳螺栓坑(kēng)灌漿至少一天後進行的。這(zhè)裏特(tè)別提醒的是,地腳螺栓和調整墊鐵不能在同(tóng)一天灌漿,否(fǒu)則將釀成大(dà)錯。
調整墊鐵地腳坑的灌漿按以下要求進行:
1)已初固(gù)化的地腳螺栓坑灌漿表麵應(yīng)該是濕潤、打毛糙的(de)。
2)灌漿水泥應從墊鐵一邊或一角注入(rù),從另一邊溢出(chū),以防止裹入空(kōng)氣,影響灌鑄質量。
3)灌漿完了後,表(biǎo)麵應該保持(chí)數日是(shì)潮濕的(de),以防表麵微裂。
其他要求同(tóng)以上“12”所述。
(14)壓漿。壓(yā)漿方法和注意事項:
1)壓漿要適時進行(háng),過早過晚會發生壓過量或壓不動的錯誤。而時間和壞境溫度等都是影響灌漿水泥固化強度的因(yīn)素,要(yào)視情況而(ér)定。一般的灌漿水泥在18小時後(hòu)抗(kàng)壓能力可達(dá)47N/mm2,2天後可達55N/mm2,如德國的“KM2”水泥。而國(guó)產灌漿水泥要注意查看其技術文(wén)件說(shuō)明,但原則上是灌漿水泥強度達到80%時即可(kě)壓漿。
2)將平鐵、斜(xié)鐵、千(qiān)斤頂等臨時(shí)支撐撤掉。此時,床身重(chóng)量通過調整墊鐵全部壓在二次灌漿(jiāng)水泥上。
3)由兩人在床身兩側同時緊固地腳螺栓螺母(圖7所示“b”)。使用(yòng)扭矩搬手進行,用力應均勻。
此時,由(yóu)於地腳螺(luó)栓已可靠地錨固在基礎地腳坑中(zhōng),不可能上移,螺母即將床身壓向調整墊鐵,而(ér)調整墊鐵(tiě)則壓向灌漿水泥,由於水泥已有足夠的抗壓能力,但沒有完全固化,會發生壓縮變形,而在其壓縮變形的同時,床(chuáng)身、墊鐵、水泥的接觸表麵會自然就位,補(bǔ)償了加工(gōng)製造(zào)及裝配的誤差,調整墊鐵和灌漿水泥幾乎是100%的接觸。而這一過程的關鍵是定位環“f”(圖7)必然會隨之下移,這(zhè)也(yě)就是為什麽不能將其焊死在地腳螺栓上的道理。
4)上述工作由床身中間向兩端進行(háng),避免床身(shēn)產生應力(lì)變形(xíng)。
(15)精平床身
這是一項機床安裝的常(cháng)規工作(zuò)。用水(shuǐ)平儀、橋尺、平尺、準直儀、激光幹涉儀,電子顯(xiǎn)微鏡等驗具,通過調整墊鐵的調整螺栓,將床身精(jīng)調至安裝標準要求。一般垂直平麵內(nèi)的直線度0.02/1000mm,水(shuǐ)平麵內的(de)直線度0.015/1000mm,全長不得(dé)超過0.05mm。
至此,機床在基礎上的安裝就全部結束。可交付檢查驗收,合格後即進入(rù)下一步安裝序。
9 結束語
機床基(jī)礎與機床在(zài)基礎上的(de)安(ān)裝,是設備前期(qī)管理的重要內容,萬萬不可粗心大意,應認真、嚴謹、仔細地做好每一(yī)步工作。
機床基礎與機床安裝質量好壞、水平高低往往是不可逆轉的,它將直(zhí)接影(yǐng)響到機床(chuáng)的終生管理,務(wù)必(bì)引(yǐn)起(qǐ)部門專業人員的高度重視。
精大稀機床的安裝應設主管領導進(jìn)行組織協調,對參(cān)與人員進行技術培訓(xùn),學習所安裝機床的技術資料,實踐(jiàn)證明這是十分必要的。
我廠(黄瓜视频IOS量具)有專業的維修隊伍,多年的修理經驗。是一家提供上門(mén)機床(chuáng)大修服(fú)務單位。公司依托量具生產(chǎn)的基礎,培育(yù)出一批技術精湛的機床維修隊伍,常年為各單位上門(mén)大修、維修各種機床設備以及各種平直量具。
黄瓜视频IOS量具承(chéng)攬各種車床、搖臂鑽床、臥式鏜銑(xǐ)床、落地鏜床(chuáng)、龍門刨床、龍門銑床等設備的大、中、小修理及改造(zào),數控機床大修改造。十多年(nián)來服務過(guò)的客戶1000多家,遍布(bù)全國(guó)各地,維修改造過的設備累計數(shù)萬餘台.對使用年久,精度丟(diū)失的機床設(shè)備進行修(xiū)理,恢複機床(chuáng)、設(shè)備的幾(jǐ)何精度、動態精度,滿足客戶的(de)加工精度要求。