

行業信息
消失模鑄造技術
本文導讀:消失模(mó)鑄造原理與特點:是先用成形機獲得零件形狀的泡沫塑料模型(代替鑄模(mó)進行造型),接著塗抹耐火塗(tú)料及幹燥,然後放入砂箱中添砂,並直接澆注(zhù)液體金屬,燒(shāo)去塑料(liào)模型,得到鑄件的方法。是(shì)一種近(jìn)無餘量,精(jīng)確成(chéng)型的工藝。<BR>,






消失模(mó)鑄造原理與特點:是先用成形機獲(huò)得零件形狀的泡沫(mò)塑料(liào)模型(代替鑄(zhù)模進行造型(xíng)),接著塗抹耐火塗(tú)料及幹燥,然後放入砂箱中添砂,並直(zhí)接澆注液體金屬,燒去塑料模型,得到鑄件的方法。是一(yī)種近無餘量,精確成型的工(gōng)藝。
 |
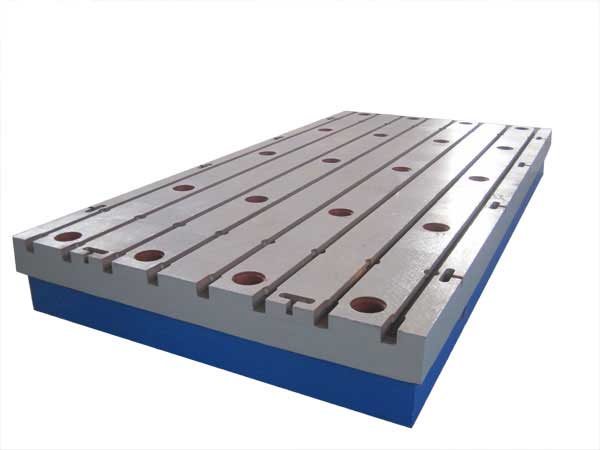
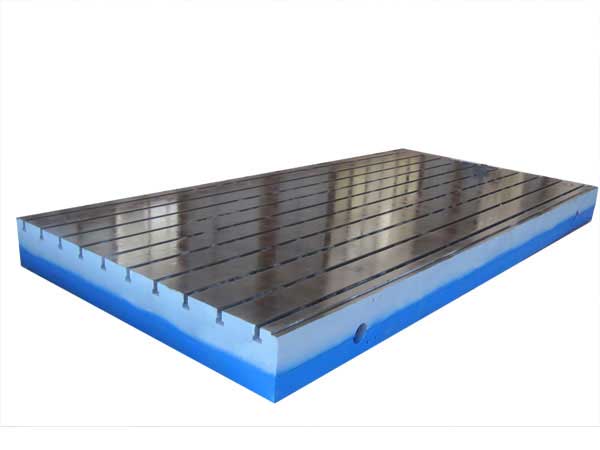
| 黄瓜视频IOS鑄造現場(chǎng) |
他無需取模,無分裂麵,無型砂,並減少(shǎo)了由於型砂組合、合型而造成的尺寸誤差。因此,鑄(zhù)件沒有飛邊、毛刺和起(qǐ)模斜度,尺寸精度高;工序簡單,生產效(xiào)率高;生產清潔(jié),工人勞動強度低,要求技術熟練程度低;零件設計自由(yóu)度大;投資少,成(chéng)本低;但生產準備較複雜。
黄瓜视频IOS量(liàng)具鑄造有限公司生產的這(zhè)類鑄件,已達(dá)到國際先進水平。
適合生產的鑄件材料為鋁合金、銅合金、鐵、鋼,質(zhì)量(liàng)從克到(dào)數噸,最小壁厚鋁(lǚ)合2~3,鑄(zhù)鐵4~5,鑄鋼5~6。鑄件尺寸公差為CT6~CT9級,表麵粗(cū)糙度R=6.3~12.5,加工餘量(liàng)最多(duō)1.5~2mm。
消失模鑄造可做各種形狀鑄件,如果批量生產鑄件,幹砂振動造型適合大批量中小件;自硬砂(shā)造型(xíng)適合小批量中大件。
出(chū)品率一(yī)般40~75%,毛坯利用率70~80%,
消失鑄造模應用:鑄件結構越(yuè)複雜,砂芯越多,越能體(tǐ)現其優越性和經濟性。目前國外(wài)多用在汽車發(fā)動機缸體、缸蓋、進氣歧管等鋁合金鑄件上,國內多是(shì)機床鑄件、量具鑄件、鑄鐵平台平板、管件(jiàn)、耐磨耐熱件、齒輪箱等鋼鐵鑄件。