

常(cháng)用測量(liàng)器具(jù)的使用注意事(shì)項
本文導讀:根據“測量器具的(de)選擇原則”,選用適當的測量器具(jù)進行測量。測量器具的計量工作應遵循測(cè)量器具的保養、檢修、鑒定計劃,確保所用量檢具精度、靈敏(mǐn)度、準確(què)度。測量器(qì)具的正確使用方法,請參照使用說(shuō)明書或相關參考資料,輕拿輕放、保持清潔、防鏽、防振,合理存放保(bǎo)管。





根據“測量器具的選擇原則”,選用適當的(de)測量器具進行測量。測量器具的計量工作應(yīng)遵循測(cè)量器具的保養、檢修、鑒(jiàn)定計劃,確保所用量檢具精度、靈(líng)敏度、準確度。測量器具的正確使用(yòng)方法,請參照使用說明(míng)書或相關參考資料,輕拿(ná)輕放(fàng)、保(bǎo)持清潔、防(fáng)鏽、防振,合(hé)理存放保管。
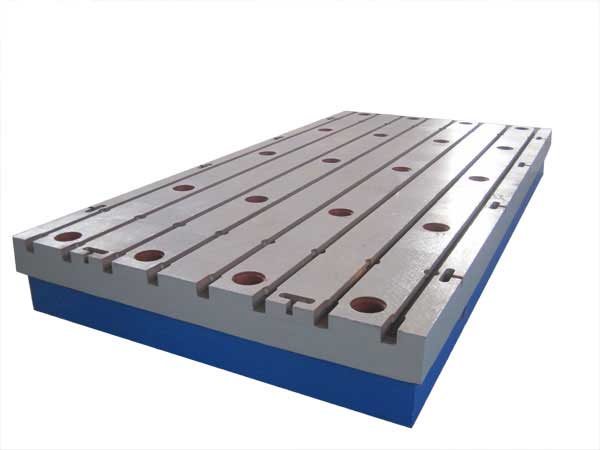
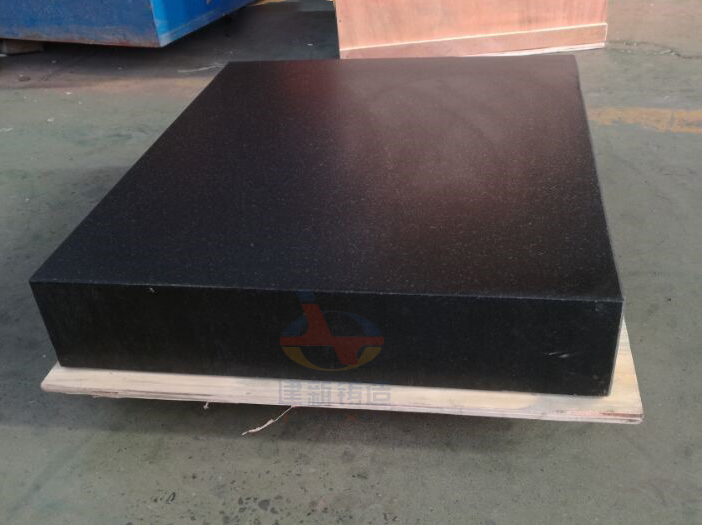
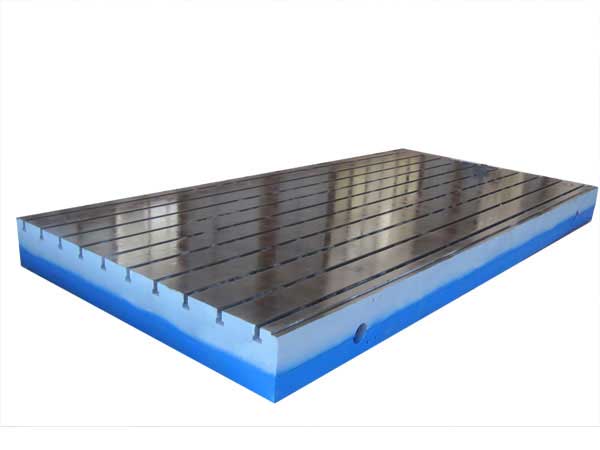
一(yī)、 平(píng)板
1、 鋼製(zhì)平板一(yī)般用於冷(lěng)作放樣或樣(yàng)板修整;鑄(zhù)鐵平板除具有鋼製平板用途外,經壓砂後(hòu)可作研磨工具(jù);大理石平板不須塗防鏽油脂,且受溫度影響較小(xiǎo),但濕度高時易變形。
2、 0、1、2級(jí)平板一般作(zuò)檢驗用,3級平板一般作劃線用。
3、 平板安放平(píng)穩,一般(bān)用三個支承點調整水平麵。大平板增加的支承點須墊平墊穩,但不可破(pò)壞水平,且受力須均(jun1)勻,以減少自重受形。
4、 平板應(yīng)避(bì)免因局部使用過(guò)頻繁(fán)而磨損過多,使用中避免熱源的影響和酸堿(jiǎn)的腐蝕。
5、 平(píng)板(bǎn)不宜承受衝擊、重壓、或長時間堆放(fàng)物品。
二、 樣板直尺和平尺
1、 樣板直尺使用時不得碰(pèng)撞,應確保棱邊(biān)的完整性,手握持絕熱(rè)板部分,避免溫度影響響精度和產生鏽(xiù)蝕。
2、 測量前,應檢查尺的測量麵不(bú)得有(yǒu)劃痕、碰傷、鏽蝕等缺陷。表麵應(yīng)清潔光亮(liàng)。
3、 平尺工作麵不應有蝕蝕、斑痕、鱗片、凹坑(kēng)、裂縫(féng)以及其他缺(quē)陷。平(píng)尺應無磁性。
4、 一般應按不同要求選用不同(tóng)精度的平尺。
三、 直角尺
1、 00級和0級直度角尺一般用於檢驗精(jīng)密量具;1級用於檢驗精密工件(jiàn);2級用於(yú)檢驗一般工件。
2、 使用前,應先檢查各工作麵和邊緣是否被碰傷(shāng)。角尺的長邊的左、右(yòu)麵和短邊的上、下麵都是(shì)工件麵(即內外直角)。將直尺工作麵和被檢工作麵擦淨。
3、 使用時,將直度角尺靠放(fàng)在被測工件的(de)工作麵上,用(yòng)光隙(xì)法鑒(jiàn)別(bié)工件的角度是否正確。注意輕拿、輕靠、輕放,防止變曲變形。
4、 為求精確測量結果,可將直(zhí)度角尺翻轉180度再測量一次,取(qǔ)二(èr)次讀數算術平均值為其測量結(jié)果,可消除角尺本身的偏差。
四、 萬能角度尺
1、 使(shǐ)用前,先將萬能角度(dù)尺擦拭幹淨,再檢查各部件的相互作用是否移動平穩可靠、止動後的讀數是(shì)否不動,然後對零位。
2、 測量時,放鬆製動器上的螺帽,移動主尺座作(zuò)粗調整,再轉動遊標背(bèi)麵的手把作精細調整,直到使角度尺的兩(liǎng)測量麵與被測工件的工作麵密切接觸為止。然後擰緊製動器上的螺帽加以固定(dìng),即可進行讀數。
3、 測量完畢後,應用汽油把(bǎ)萬能角度尺洗淨(jìng),用幹淨紗布仔細擦幹(gàn),塗以防鏽油,然後裝入匣內。
五、 遊標卡(kǎ)尺
1、 使用(yòng)前,應先把量爪(zhǎo)和被測(cè)工件表麵的(de)灰塵、油汙等擦幹淨,以免碰傷遊標卡尺量爪(zhǎo)麵和影響測量精度,同時(shí)檢查各部位的相互作用。如尺框(kuàng)和微動裝置移動是否靈活,緊固螺釘是否能起作(zuò)用等。
2、 檢查(chá)遊標卡(kǎ)尺零位,使(shǐ)遊標(biāo)卡尺兩量爪緊密貼合,用(yòng)眼睛觀察應無明顯的光隙(xì),同時觀察遊標零刻線與尺身零刻線是否對準,遊標的尾刻(kè)線與尺身的相應(yīng)刻(kè)線是否對準。最好把遊標卡尺量爪閉合(hé)三次,觀察各次讀數是否一致。如果(guǒ)三次讀數雖然不是零,但讀數(shù)三次(cì)完(wán)全一樣(yàng),可把這數值記下來,在測量時,加以修正。
3、 使用時,要掌握好量爪麵同時工作表(biǎo)麵接觸時的壓力,既不能太(tài)大,也不能(néng)太小,剛好使測量麵與工件接觸(chù),同時量(liàng)爪還能沿著工件表麵自由(yóu)滑動,。有(yǒu)微動裝(zhuāng)置的遊(yóu)標卡尺,應使用微動裝置。
4、 在遊標卡尺(chǐ)讀數時,應把遊標(biāo)卡尺水平地(dì)拿著朝亮光方向,使視線(xiàn)盡可能地和尺上所讀的刻度線垂直,以免由於視(shì)線的歪斜而引起(qǐ)讀數(shù)誤差。最好在(zài)工件的同一位置多次測量,取(qǔ)它的平均值。
5、 測量外尺寸時,讀數後,切不可從被測工件上猛力抽下遊標卡尺,應將量爪張開後拿出;測內尺寸(cùn)讀(dú)數後,要使(shǐ)量爪沿著孔的中心線方向滑動,防止歪斜,否(fǒu)則將使量爪磨損、扭傷、變形或(huò)使尺框走(zǒu)動,影響測量精度。
6、 不能用遊標卡尺測量運動著的工件。這樣,容易使遊標卡尺受(shòu)到嚴重磨損,也容易發生事故。
7、 不準以遊標卡尺代(dài)替卡鉗在工件上來回拖拉。使用遊標卡尺時不可用力同(tóng)工作撞擊,以防損壞遊標卡尺(chǐ)。
8、 遊標卡尺不要放在強磁場附近,(如磨床的磁性(xìng)工作台上)以免使遊卡(kǎ)尺(chǐ)感(gǎn)受磁(cí)化,影響使用。
9、 使用(yòng)後,應將遊標卡尺擦拭幹淨,平放在(zài)專用盒內(nèi),尤其是大尺寸遊標卡尺。注意防鏽、主尺(chǐ)彎曲變形。
六、 高度遊標卡尺
1、 使用前,應檢查底(dǐ)座工作麵是否有毛刺或(huò)擦(cā)傷,底座的(de)工作麵和檢驗(yàn)用的平板是否(fǒu)清潔,量爪是否完好,是否緊固等。
2、 搬動高度尺時,應握持底座,不允許抓住尺身,否則容易使高度(dù)尺跌落或尺身變形。
3、 測量高度尺寸時,先將高度尺的底座(zuò)貼合在平(píng)板上,移動(dòng)尺框的量爪,使其端部與(yǔ)平板接觸,檢查高度尺的零位是否正確。然後,將尺框的量爪(zhǎo)提高到略大於(yú)被測工件的尺寸,擰緊微動裝置的緊固螺釘,旋(xuán)動微動螺母,使量爪(zhǎo)端部與被測工作表麵接觸,緊固尺框上的緊固螺釘,即(jí)可讀得(dé)被測高度。
4、 劃線時,裝上(shàng)劃線量爪,按所需劃線的高度尺寸調節尺框,先(xiān)固緊(jǐn)微動裝置的緊固螺釘,然後旋動(dòng)微動螺母使(shǐ)高度尺寸準確地對準所需劃線的尺寸,再將(jiāng)尺框緊固後即可進行劃線。劃線時底座應貼合平台,平穩移動。
七、 深度千分尺
1、 用螺旋擰緊的可換測量杆,由於擰緊程度不(bú)同,直接影響示(shì)值。因此,在使用前或更(gèng)換測杆後,必須進行校正。
2、 測量前,應清潔底板的測量麵和工件(jiàn)的被測量麵,並去除毛刺。被測量工件要具有一定的表麵粗糙度(dù)。
3、 測量時,應使底板與被測工件表麵保持緊密接觸。測量杆中心軸線與被(bèi)測工件的測量麵保持垂直。
4、 測量杆的端部易磨損,應經常校對零(líng)位是否(fǒu)正確。零位的校對可應用圓筒式校對量(liàng)具或(huò)采用二塊尺寸相(xiàng)同的量塊(kuài)組合體進行。
八、 外徑(jìng)千分尺
1、 在測量前,必須校對其零位,也(yě)即通常所稱的對零(líng)位。對於測(cè)量範圍(wéi)0~25毫米的千分尺(chǐ),校(xiào)對零位時應使兩測量(liàng)麵接角;對於測量範圍(wéi)大於25毫米時,應在兩測量麵間安放尺寸為其測量下限的對量棒(bàng)後進(jìn)行測量。調整零位(wèi),必須使微分筒上的棱邊與(yǔ)固定(dìng)套管上的“0”線垂合,同時要使微分筒上(shàng)零線對(duì)準固(gù)定套管上的縱刻線。
2、 使用時應該用手握住隔熱裝置(zhì),否則(zé)會(huì)增加測量誤差。一般情況下,應注意外徑千分尺和被測工作具有(yǒu)相同(tóng)的溫度。
3、 千分尺(chǐ)兩測量麵將與工件接觸時,要(yào)使(shǐ)用測力裝置,不要直接(jiē)轉動微分筒(tǒng)。
4、 千分尺測量軸的中心線要與工作被測長度方向相一致,不要歪斜。
5、 千(qiān)分(fèn)尺測量麵與被測工作相接觸時,要考慮工作表麵(miàn)幾何形狀。
6、 在測量被加工的工件時,工件要在(zài)靜態下測量,不要在工件轉動或加工時測量,否(fǒu)則易使測量麵磨損,測杆扭彎,甚至折斷。
7、 按被測尺(chǐ)寸調節外徑千分尺時,要慢慢地轉動微(wēi)分筒或測(cè)力裝置,不要握住微分筒揮動或(huò)搖轉尺架,以致(zhì)使精密測(cè)微螺杆變形。
九、 杠杆(gǎn)千分尺
1、 測量前應首先校對(duì)微分筒(tǒng)零(líng)位(wèi)和(hé)杠杆(gǎn)指示表的零位(wèi)。0-25毫米杠杆千(qiān)分尺可使用兩測(cè)量麵接角直接進(jìn)行校對,25毫米以上的杠杆千分尺用0級調整棒或用4等量塊(kuài)來校對零位。
2、 杠杆千分尺(chǐ)直接測量是將工件正確置於杠(gàng)杆(gǎn)千分尺測砧與測微螺杆之間,調節微分筒使表盤上指針有適當示(shì)值,並應拔動拔叉幾次(cì),示值必須穩定,此(cǐ)時,由千分尺微(wēi)分筒的讀數加上(shàng)表盤上的讀數即為工件實際尺寸。