

铸铁平台的铸造方法及工艺(yì)特点,你应该了解
本文导读:砂型铸造最常用的铸(zhù)造方法。手工造型适用于单件(jiàn)、小批量和难(nán)以使用造型(xíng)机的形状复杂的大型铸件。






一、砂型铸造
适用范围:最常用的铸造方法。手工造型适用于单件、小批(pī)量和难以使用造型机的形状复杂的大型铸件。
工艺特点:手工造(zào)型:灵活、易行,人工劳动强度偏高,尺寸精度和表面质量较好。
简(jiǎn)述:砂型铸造是当今铸造业(yè)中使用最(zuì)普遍的铸造工艺,适用于各种(zhǒng)材质,铁合金,非铁(tiě)合金铸造都能用砂型铸造。可以生(shēng)产从几十公斤到几十吨,及更大的铸造件。砂型铸造****的优势是:生产成本(běn)低(dī)。

二(èr)、消失模铸造
适用范围:不同批量(liàng)的较复杂的灰口铸铁和球墨铸件及铸钢件。
工艺特点:铸件尺寸精度较高,铸件设计自由(yóu)度大,工艺简(jiǎn)单(dān),但模型燃烧有一定的环境影响。
简述:消失(shī)模铸造是把与铸件尺寸形状相(xiàng)似的泡(pào)沫模型粘结组合(hé)成模(mó)型组,刷涂(tú)耐(nài)火涂料(liào)并烘干后,埋在树脂砂中(zhōng)造砂型,在铁水浇铸(zhù)的同时,使模型气化,液体金(jīn)属占据模型位置,凝(níng)固冷却后形成铸件的新型(xíng)铸造方法。消失模铸造是一种近无余量、精确成型的新工艺,该工艺无需取模(mó)、无分型面、无砂芯,因而(ér)铸件没有飞边(biān)、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误(wù)差。

在铸铁平台生产中,不同大小的(de)铸件选择适用的工艺,选择性价比更低的工艺方法,在保证(zhèng)质量的前提下也为客户降低采购成本(běn)。
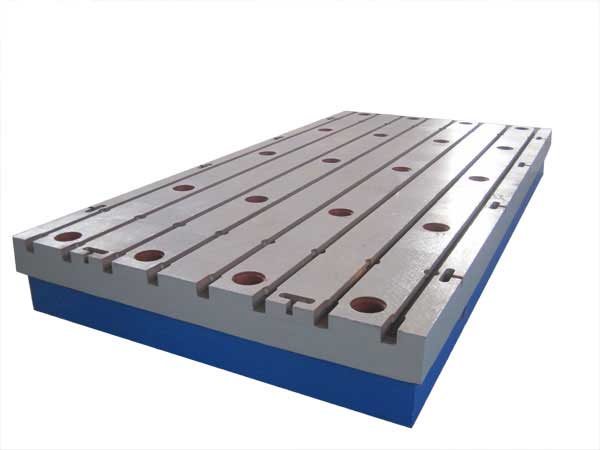
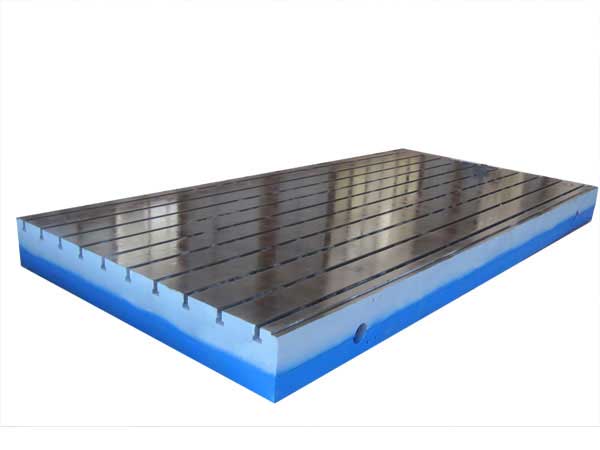
黄瓜视频IOS铸造产(chǎn)品展示
铸铁平台(tái)
台")

方箱工作台

