

研磨(mó)的(de)一(yī)般(bān)知识
本文导读:在机械加工过程中,研磨是一道精加工工序。研磨通常采用手工操作,在研磨工具与研磨(mó)面之(zhī)间加上(shàng)磨(mó)料,从(cóng)零件表面研去极薄的金属层,使工件获得(dé)高精度和高光洁度的表面。近年来随着机械工业的发展,研磨也逐(zhú)步趋(qū)向于(yú)机械化。





1、一般概念
在机械加工过程中,研磨是一道精加工工序。研磨通(tōng)常采用手工操(cāo)作,在研磨工具与研磨面之间加上磨料(liào),从零件表面研去极薄的金属层,使工件(jiàn)获得(dé)高精度和高光洁度的表面。近年来随着机(jī)械(xiè)工业的发展,研磨也(yě)逐步趋向于机械化。
2、研磨(mó)的特点和目的
一般的研磨大都采用手工或半手工操作,其设备简单,操作方便,造价较低,便于维修。
研磨的目的在于:
(1)提高表面光洁度。
经机械加工后的零件,粗看上去表面很光滑,但放大来看表(biǎo)面是十分粗糙的。
表(biǎo)4-8-1 加工方法与表面光洁度(微(wēi)米)
| 加工方法 | 表面光洁度 |
| 磨 | 1.5~80 |
| 压光(guāng) | 0.9~5 |
| 珩磨 | 0.15~2.5 |
| 车 | 0.15~1.5 |
| 研磨 | 0.08~0.25 |
从(cóng)表(biǎo)中可以看出,研磨后的表面光洁度最高,一般可达(dá)到▽7~▽12,最高可以达到▽14.
(2)得到精确的尺(chǐ)寸及精确的几(jǐ)何形状。
(3)研磨后,零件(jiàn)表(biǎo)面光洁度提高,从而使零件的抗腐蚀性和耐磨性都有明显的提高。
2、研磨的种(zhǒng)类(lèi)
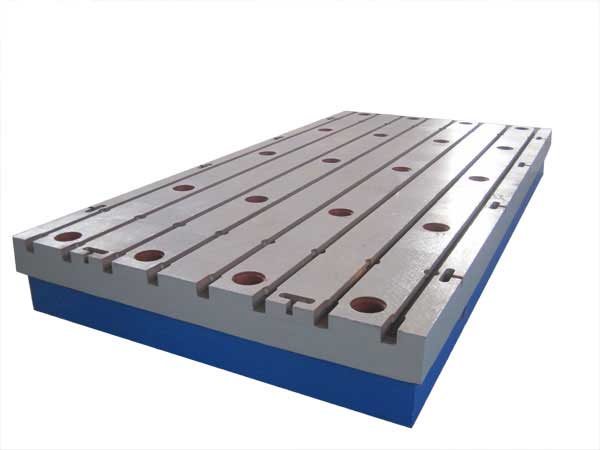
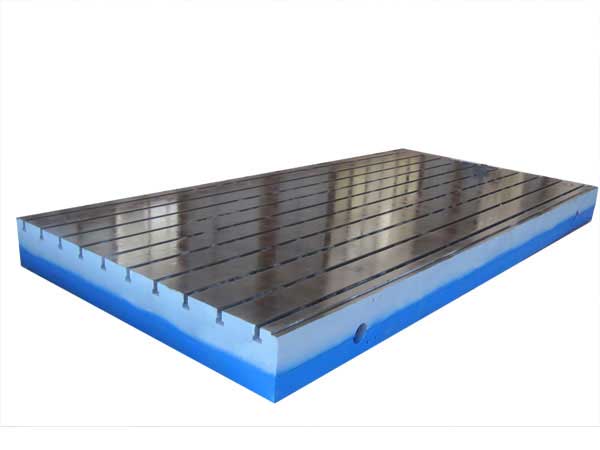
(1)平(píng)面研磨
平面研磨是研磨(mó)工作经常遇到(dào)的加工项目,一般操(cāo)作是在经过研(yán)磨的平板(研磨平板)上进行的。
(2)球面及(jí)圆弧面得研(yán)磨
对于某些精密仪器及精密机械零件,只有当圆弧面或球面精度要求较高时方采(cǎi)用研(yán)磨手段。
(3)圆柱面的研磨
圆柱面一般(bān)有两种研磨方法,一种是整体研(yán)磨套:另一种是可调式的研磨(mó)套。精度要求较高的轴类零件通(tōng)常采用整体套研磨。
(4)内孔的研磨
内孔研磨也有两种不(bú)同的研磨的方法,一种是手工操(cāo)作(zuò)进行研磨,另一种是用机床配合进行操(cāo)作。他同样有整体研磨棒(bàng)和可调式研磨棒之分。光洁度要求较高的内孔,一般采用整体研磨(mó)棒进行研磨。
(5)螺纹及(jí)螺纹环规的研磨
为了提(tí)高螺纹的精度及光洁度,经(jīng)常将车削或莫笑加工的螺纹再进行研磨加工。
(6)非金属(石墨)研磨(mó)
石墨在研磨时常用水来作润滑剂,因此选用平板研磨(mó)时常选用玻璃面平(píng)板(将平板表面粘上一层玻璃后在进行加工)。
(7)平面抛光
对于(yú)精度要求不太高的零件(jiàn),研磨后可以进行抛光,对(duì)于精度要求高的零件用压砂平(píng)板研磨可(kě)以得到极好的光洁(jié)度和极高的精度。
 |
| 压砂平板 |