

常见问题
角度平尺的加工(gōng)工艺
本文导读(dú):
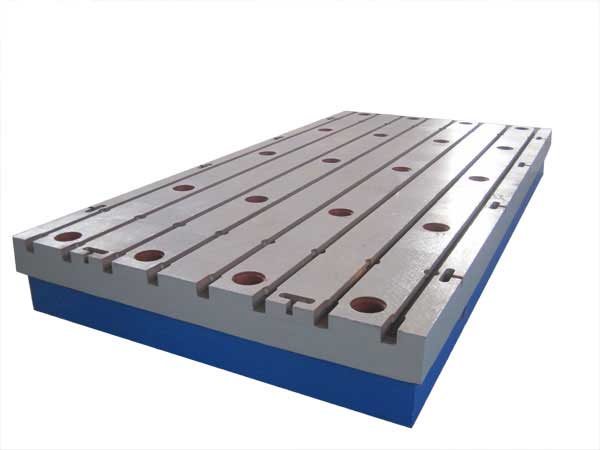



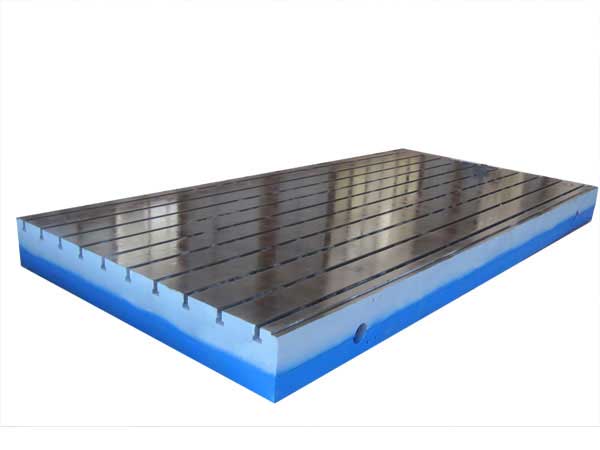


为了降低角度(dù)平尺(chǐ)(燕尾尺)量具的生产成本,使角度平尺(燕尾尺)的售(shòu)价可以在竞争(zhēng)中占领市场(chǎng),99.8%的燕(yàn)尾尺生产企业(yè)都是采用(yòng)了人工刮(guā)研的工序。虽然(rán)人工刮研比较落后,但是对于角(jiǎo)度平尺(燕尾尺)来(lái)说(shuō),在精度要求比较高的情况下,是任(rèn)何机械加工都不(bú)可以取(qǔ)代的一种加(jiā)工工艺。为了提高燕尾尺的使用寿命,保证(zhèng)其工作精(jīng)度,建议(yì)对(duì)刮研深度控制在0.02mm以上,这样(yàng)可保证角度平尺有较(jiào)长的使用寿命和检定周期。根据有关资料对刮研深度介绍以及刮研深度测得数(shù)据,此工艺加工要求是可以达到的。角度平尺(燕尾尺)的外(wài)观上出现(xiàn)震纹,产品表面粗糙程度(dù)加大,影响精度,更影响美(měi)观(guān)。而有了(le)刮研这道工序后,就很少出现(xiàn)以上问题。防(fáng)止(zhǐ)燕尾(wěi)尺工作表面有小范围(wéi)的局(jú)部畸变,来保(bǎo)证燕尾尺的使用精度。检查燕尾尺量具工作表面的微观质(zhì)量即微小峰谷的平面度,表面微观质量高(gāo),耐磨性好,才能保证燕尾尺的使用寿命。