

鑄鐵平台生(shēng)產後期處理
本文導讀:對清理(lǐ)後的鑄鐵平台(tái)進行熱處(chù)理﹑整形﹑防鏽處理和粗(cū)加工的過程。鑄鐵平台後處(chù)理是(shì)鑄造生產的最後一道工序。





鑄鐵平台生產後期處理
對清理後(hòu)的鑄鐵(tiě)平台(tái)進行熱處理﹑整形﹑防鏽處理和粗加工的過程(chéng)。鑄鐵平台後處理是鑄造生產的最後一道工序。
熱(rè)處理 為了改(gǎi)善或改變鑄(zhù)件的原(yuán)始組織﹐消(xiāo)除內應力﹐保證鑄鐵平台(tái)性能﹐防止鑄件變形和破壞(huài)﹐鑄件清理後﹐有的(de)需要進行熱處理。鑄(zhù)件(jiàn)熱處理一般(bān)有淬火﹑退火﹑正火﹑鑄態(tài)調質﹑人工時效(見時效處理)﹑消(xiāo)除(chú)應力﹑軟化和石(shí)墨化處理(lǐ)等。例如高錳鋼鑄件要求(qiú)很高的耐磨性和足夠的韌性﹐其內部組織應為奧氏體。為此﹐需對鑄件進行淬火處理﹐即將(jiāng)鑄件加熱到奧氏體區域使其完全(quán)奧氏體化後﹐迅速淬水激冷﹐使奧氏體來不及轉變而保持下來。這一過(guò)程也叫水韌處理或固溶處理。
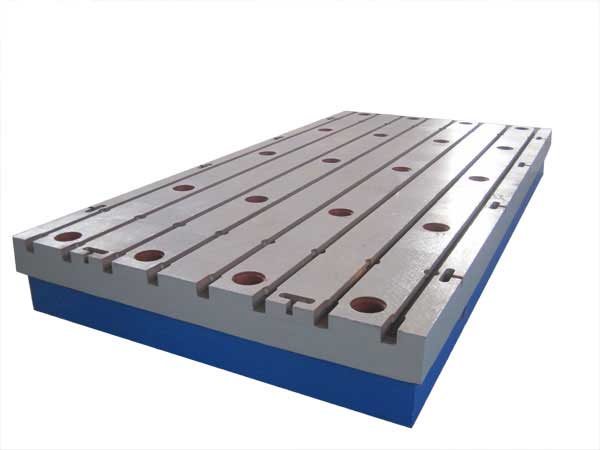
整形 分為矯正﹑修補和表麵精整3個方(fāng)麵。有些鑄鐵平台在凝固(gù)﹑冷卻以及熱處理過程中產生變形﹐使部分尺寸出錯﹐需用矯正的方法修複。矯正主要利用機械力量在室溫或溫態下進行。當變形量過大時﹐也可以在加熱爐內利用鑄件自(zì)重或(huò)外加壓重進行高溫矯正。鑄鐵平台外部(bù)缺陷主要使用(yòng)焊接手(shǒu)段修複。要求氣密﹑液密的鑄件的滲漏缺陷﹐則采用壓入堵漏劑的方法解決。鑄件表(biǎo)麵粗糙和凹凸(tū)不平一般用懸掛砂輪和高速砂輪(lún)磨光精整。
粗加工 鑄鐵平台交貨前﹐根據技術條件對局部進行粗(cū)加工。鑄件經粗加工後﹐能及時發現缺陷予以解決﹐並能減輕重量﹐還(hái)可使廢料和(hé)切屑能夠就地分類回用。
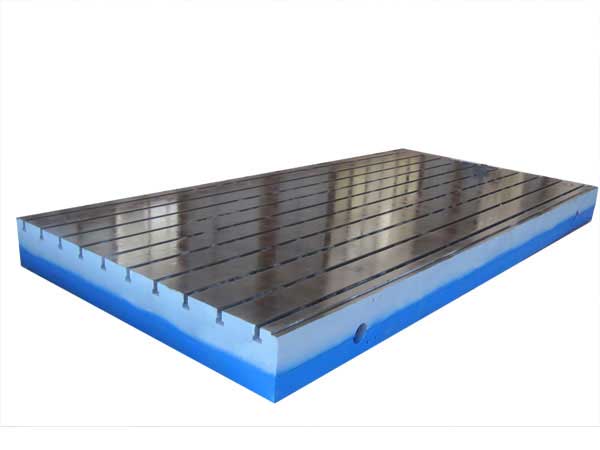
防鏽處理 有些鑄件和機床鑄(zhù)件﹐交貨前求要進行防鏽處理以防止運輸和存放期間生鏽。一(yī)般是在(zài)最後(hòu)檢驗合格(gé)後刷上底漆。