

修理量塊用的(de)平板壓砂(shā)及解決問題(tí)的方法(fǎ)
本文(wén)導讀:





修理量塊用的(de)平(píng)板壓砂及解決問題的方法
論文摘要:壓砂平板做為修理量塊的唯一計量器具,它的好壞將直接影響著量塊的修理質量。本文根據自己二十來年的實際工作(zuò)經驗,闡述了在量塊修理中平板壓砂的重要作用(yòng),詳細並係統地(dì)介紹了量塊修理用(yòng)平板壓砂的整個過程,包括(kuò)在平板壓砂時(shí)采取什麽壓砂(shā)方法、怎樣研磨和在平板壓砂過程(chéng)中出(chū)現的問題,以及解決(jué)的(de)方法。本文具有較強的實用性,對工礦企業、計量站精密研(yán)磨工作者有一定的指導、借鑒作用。
關鍵詞:平板 壓砂 方(fāng)法 問題
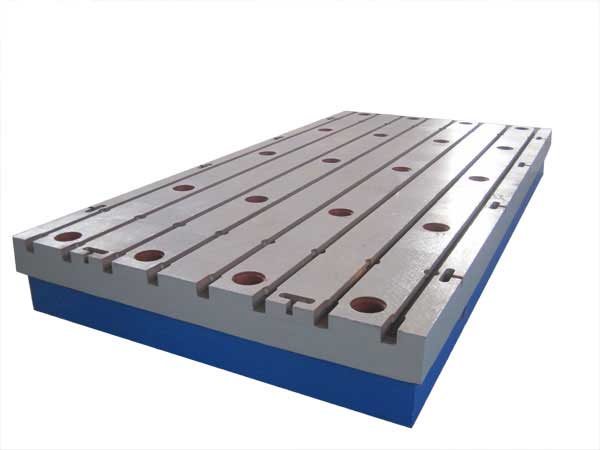
量塊修理需(xū)要有一塊甚至幾塊壓(yā)砂效果極好的平板。所謂壓(yā)砂效果指的是(shì):(1) 嵌砂性好:平板容易嵌砂,嵌入的砂子牢固、耐(nài)用。(2)壓砂容易簡單。(3)切(qiē)削(xuē)鋒利耐磨。(4)修理量塊容(róng)易達到所需的表麵粗糙度。量塊修理需要在(zài)幾秒鍾或者幾十秒鍾內完(wán)成平麵度、表麵粗糙度、中心長度的變動量等(děng)幾個技術指標。修理量塊用平板的好壞直接影響著量塊的修理質量和效率。因此平板的壓砂尤為重要。
1.壓砂(shā)前的準備工作
1.1 平板的選用
壓砂前的準備工(gōng)作很重要。首先選用什麽樣的平板?采用那種壓砂方法?選用什麽規格的砂子?心裏應該清楚。修理量(liàng)塊的平(píng)板一(yī)般有灰鑄鐵、高磷球墨鑄(zhù)鐵、高磷低金屬球(qiú)墨鑄鐵等(děng)三種。平板的硬度在HB (130~250)之間。采用硬度較低的平板(bǎn)壓砂,嵌粗(cū)砂容易(yì),適合於粗研,修出的量塊(kuài)表麵粗糙度比較低,表麵發白。采用硬度較高的平板,嵌粗砂困難,容易嵌入(rù)細砂,耐磨性不理想,修出量塊的表麵粗糙度高,色澤青亮。從我二十來年的(de)工作經驗看,采用硬度(dù)在HB(180~210)的(de)平板,既壓砂容易,耐(nài)用(yòng),又適用於高精(jīng)度的精密研(yán)磨,特別適用於量塊修(xiū)理。
1.2 研磨方法
平板的研磨方法一般有兩種:一種(zhǒng)是三板互研法,這種方法壓砂的結果是,三塊(kuài)平(píng)板平麵(miàn)度都很好,三塊平(píng)板的壓砂效果基本一樣,並且三塊(kuài)平板都可以使用,不用經常壓砂(shā),但對修理技術(shù)要(yào)求較高。所謂三(sān)板互研法是指三塊平板相互之(zhī)間依次互研,並且每塊(kuài)平板隻能當下板兩遍,實際共研磨6遍。
另(lìng)一種方法是兩塊板互研法,也叫子母板壓法。這種方法是隻用兩塊平板一(yī)上一下互研,用(yòng)這種方法壓砂結果是(shì),兩塊(kuài)平板的平麵度基本吻合,上麵平板的平麵度凹,下板的平麵度凸,並且下板的壓砂效果要比上板的好。由於上板中間凹,不容易修理量塊(kuài),一般不用(yòng)上板,隻用下板。缺點是下板的凸起程度不易掌握(wò),隻能用一塊平板。每次壓砂時(shí)需要研磨3~4遍才可(kě)以完成,每遍6分鍾左右。兩種方法相比(bǐ)較,本人經驗覺得還是前者較好。
1.3 金剛砂規格的選用
平板的壓砂有兩種方(fāng)法:(1)從開始到結束隻用一種規(guī)格的砂(shā)子,修理量塊一般用M2.5規格的砂(shā)子.(2)壓砂從開始(shǐ)到結束,砂子從粗到細循序漸進地壓砂,一般選取M4,M3,M2.5規格的砂子。
1.4研磨平板需要的輔料
(1)混合油:煤油和變壓器(qì)油的比例3:1。 (2)硬脂(zhī)。 (3)用汽油泡好(hǎo)的砂(shā)子(zǐ)即金(jīn)剛砂。
1.5 平板(bǎn)恒溫
修理室的溫度(dù)很重要,太高或太低都不(bú)容易嵌砂,一般(bān)溫度在(20±5)°C。有的單位壓砂房間恒溫條件比較(jiào)差,當平板從一溫度拿到另一溫度的房(fáng)間研磨時,平板受熱漲冷縮現象的影響(xiǎng),表麵產生變形,故等溫一段時間,一般平板在壓砂前等溫數(shù)小時或更長時間,待平板變(biàn)形穩定後,再開(kāi)始研磨。
1.6 平板的修整
對(duì)於(yú)新平(píng)板和表麵劃痕(hén)、碰傷較重的平板,先用油石打磨一下,打磨後,我們先用M4的砂子修一下板麵(miàn),三塊平板互(hù)相研磨(mó),待推拉費力的時候,卸下平板,直到平板的平麵度較好時,停止修(xiū)理平板(bǎn),做到心裏有數。
對於使用中劃痕、碰(pèng)傷較輕(qīng)的平板,隻用油(yóu)石把突起的部(bù)分打磨下去就行,不用修理平板,直(zhí)接壓砂就可以了。
2.平板的壓砂
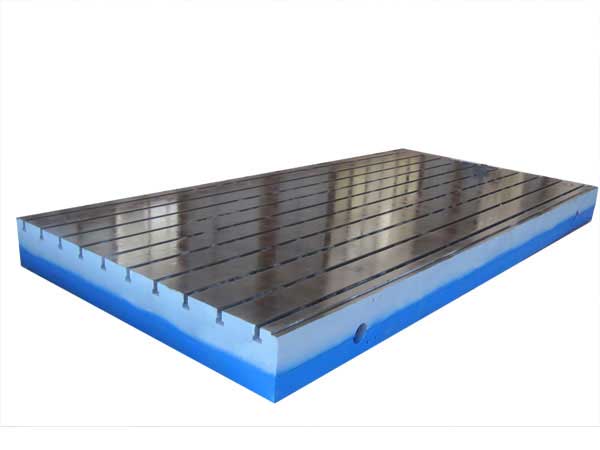
從我們多(duō)年來的(de)工作經(jīng)驗看(kàn),選用(300×300)mm的平板,采用三板(bǎn)互(hù)研法壓出來的平板修理量塊最為適宜,因為它簡單易操作,隻用一種規格的砂子,不用(yòng)多次換(huàn)砂,並且壓一(yī)次砂三塊平板都可以(yǐ)使用。
首先我們把第一塊平(píng)板放在工作台(tái)上,用汽油把平板擦幹淨。在(zài)平板上塗上少許(xǔ)硬脂,然(rán)後倒上(shàng)用汽油泡好的M2.5的金剛砂(一吸管的量),等汽油揮發後,滴入10滴混合油,把下板塗勻,再在上(shàng)板的四(sì)角及中心處塗些,這樣可以防止在壓砂開始時,由於油膜厚度不均兩板之間形成一個楔角(jiǎo),會出現“啃”板現(xiàn)象。
開始研磨時應小勁推拉,以防把兩板間的油和砂子擠出。上板的(de)運(yùn)動軌跡呈“8”字運動,盡量把平板間的油趕勻,手感兩(liǎng)手的推(tuī)拉力應該一樣(yàng)。當比(bǐ)較潤滑時,這時(shí)應(yīng)增加旋轉推拉上(shàng)板的(de)速度,一(yī)個行程大約4~5 秒鍾,行程距離應超過平板(bǎn)尺寸的一(yī)半,擺幅增大。隨著時間的推移,兩板間的吸(xī)引(yǐn)力逐漸加大,並且十分均(jun1)勻。如果吸引力沒有顯著增加時,這時可以在推拉(lā)過程中,讓上板(bǎn)探出下板,加力壓探出(chū)的部位,邊加(jiā)力,邊推拉上(shàng)板(bǎn),這樣反複幾次,就可以擠出一(yī)些油,來增加(jiā)板間的吸引力。這種方法盡量不采用(yòng),在研磨開始的時(shí)候,用這種方(fāng)法可以擠出一些油,以後(hòu)隨(suí)著(zhe)切屑的增加,油的(de)濃度增大,就不易擠出油了(le)。如果還不行,就需要馬上(shàng)停止研磨,重新上油研磨。在研磨過程中,還要經常注意使研磨平板(bǎn)上各處都(dōu)均勻的磨耗。聽研(yán)磨砂子的聲音,是否隨上板的移動而發出“沙沙”的金屬聲音,不能(néng)有停頓(dùn)或異樣的聲音;看板麵間的油跡是否均勻。推拉平板時始終呈“8”字運行。在拉平板(bǎn)時,注意手不能有向上抬平板的力。兩手用力一定要(yào)均勻,速度一定要穩定,走幾個行程要轉動(dòng)平板90°。在轉動平板和接“8”字運動時,一定要銜接,平穩過度,盡量不要有停頓。推拉的速度隨著平板間(jiān)的吸引力的增大而(ér)減少。當平板運動時,砂子本身做(zuò)移動(dòng)和滾動,它一(yī)邊切削平板,一邊被平板嵌入(rù),一邊又(yòu)被別的砂子擠出,互相擠壓。直到砂子整(zhěng)體(tǐ)的一半(bàn)或一半以上嵌入平板,砂(shā)子才會牢固。這些牢固的(de)沙子就是我們修理量塊用的。其它砂子大部分是浮砂,不穩固,用油一擦就掉,或用不(bú)了(le)幾次就會鬆動而掉。當推(tuī)拉力達到500N左右時,砂子嵌入的比較牢固,就可以完成壓砂。
前兩次壓砂所達到的推拉力和所用油(yóu)量一樣,後四次壓砂滴(dī)入7~8滴混合油,推拉力達到750N左右(yòu),這時(shí)的推(tuī)拉速度達(dá)每行程10秒左右。
每遍壓砂大約需要20分鍾左右。掌握(wò)了以上壓砂要領,就可以達到預期(qī)的效(xiào)果。我們用(yòng)這(zhè)種方法(fǎ)得到的研磨(mó)平板(bǎn)用試塊試,手感:⑴很柔和(hé);⑵切削力(lì)很快。目測試塊:切削痕(hén)跡均勻即粗糙度好。這樣的平板經久耐用,可以修理量塊250~300塊,我們(men)一年隻需要壓砂(shā)3~4次,就可以保證全市各(gè)大企事業單位、計量站的量塊修理量。
3.出現的問題
3.1 在壓(yā)砂過程中有時會出現研磨力不均甚至平(píng)板不能(néng)移動(dòng)現象
這時你(nǐ)可根據具體(tǐ)情況來調節,切忌一(yī)味地使勁(jìn)推(tuī)拉平板(bǎn)。你可以輕輕轉動平板,待平板能移動後,按“8”字推拉。如果你想使研磨力增加的話,可(kě)以順著研磨力大的方向推拉(lā),在研磨力小的部位加一個垂直下分力;如果你想使研磨力減(jiǎn)小的話,你應把研磨力大的部位移出下平板,在探出的(de)部位加(jiā)一個向(xiàng)上的力(lì),同時在未探出的部分加一個向下的力進行推拉,直到板麵間(jiān)的研磨力均勻。
3.2 在(zài)壓砂過程中出現研磨力突然(rán)減小或逐漸減小的情況
第一種情況,是由於推拉力不均勻(yún)或推拉速度不恒定,使砂(shā)子的排列順序被打亂,造成砂子分布(bù)不均(jun1),導致研磨力發生了變化。解(jiě)決辦法是保持推拉速度恒定並經常轉(zhuǎn)動平板。
第二種情況,是平板表麵的嵌砂已經達到了飽和狀態,應該停(tíng)止(zhǐ)壓砂(shā)而(ér)沒有停止,致使砂子互相研磨變鈍,切(qiē)削力逐漸下(xià)降;還由於兩板中心的溫度增高,砂子被研脫落,使得壓砂過“老”。這需要卸下(xià)平板,換大一號的(de)砂子修板,把已研好的表麵破壞掉,再重新壓(yā)砂。
3.3 在壓砂過程中研磨力不增(zēng)加或增加很小
這是由於砂子倒入的(de)少或混合油滴的滴數多所致。這樣容易把平板壓“糊”。應重(chóng)新上油加砂子,要嚴格控製油的(de)滴數。
路瑞軍 (天津市計量技術研究所,天(tiān)津(jīn) 300192)