

铸铁平台.铸铁平板-说明书(shū)介绍
本文导读:





铸铁平台.铸(zhù)铁平板-说明书介绍
一、规格:100×100----3000×8000mm
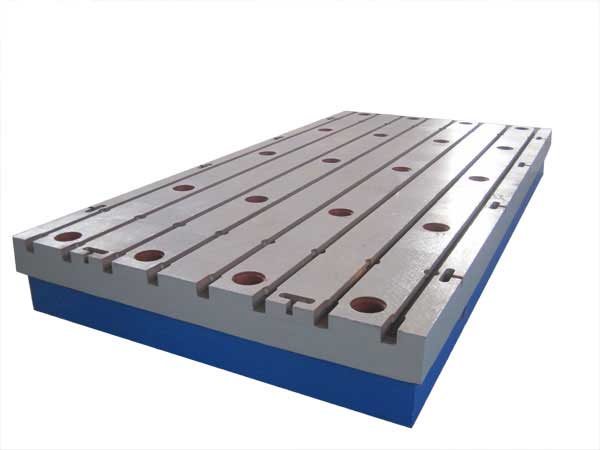
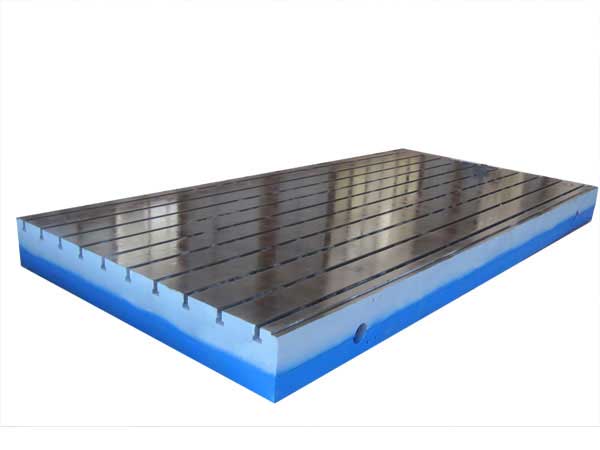
二、用途:适(shì)用于各种检验工作,精密测量用的基础平面,用于(yú)机(jī)床、机械、检验测量基准,检查零件的尺寸,精度和形位偏(piān)差(chà)并作精密划线。
三、材质与处理:材质HT20-40 硬度170-241
四、精度:按1980年国家颁(bān)发的规程。规定公(gōng)差基数。
级(jí)别:0、1、2、3级(jí)。0级≥25点 1级≥25点 2级≥20点 3级≥12点。
五(wǔ)、使用与维护
1.使用前用无腐蚀性汽(qì)油,将工作面的防锈油洗净,并用脱脂(zhī)棉纱(shā)擦拭干净(jìng),方可使用。
2.温度(dù)变化(huà)会使测量产生误差,应在20±50C范(fàn)围内使用。
3.使用时用(yòng)水平(píng)仪调整到水平,使(shǐ)支点均匀分布各支点上。
4.用时小心(xīn)、严防碰撞。
5.用完后擦(cā)净,涂无水酸性的防锈油,覆盖防潮纸,置于(yú)清洁(jié)干燥处存放。
六、周检期:最长周检期一年(nián)。
附表:精(jīng)度误差表(微米)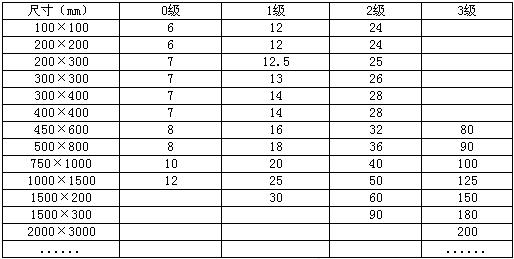
1范围
本标准(zhǔn)规定了精度等(děng)级为000级、00级、0级、1级、2级、3级(jí)铸铁平板的型(xíng)式与尺寸、技术要求、检验方法、标(biāo)志与包装等。
本标(biāo)准适用于工作面为160mmX100mm-----4000mmX2500mm(长度(dù)X宽度)的铸铁平板(以下简称平板)。
2引用标准
下列标准所包含的条文,通过在本标准种引用而构成(chéng)为本标准的条文。本标准出版时,所示(shì)版本均为有效。所有(yǒu)标准(zhǔn)都会被修订,使用本标(biāo)准的(de)各(gè)方应探讨使用下列标准最新版本的可能性。
GB/T 1184—1996 形状和位置公(gōng)差未注公差的规定
3、定义
本标准(zhǔn)采(cǎi)用下(xià)列定义。
3.1平板
用于工件检(jiǎn)测或划(huá)线(xiàn)的平面基准量器,又称为平台。
3.2主(zhǔ)支点
平板在加工、检定和使用中,与安装(zhuāng)基面或专用支架接触时,用作主要支承的部分。此时的支承力系静定状态。
3.3辅助支点
平板在使用时(shí),为了防止因负载重心的偏移(yí)而发生倾覆或因负载过大而产生有(yǒu)害的变形所(suǒ)增设的支点。辅助支点上的支反(fǎn)力应小于主支点上的支反力。
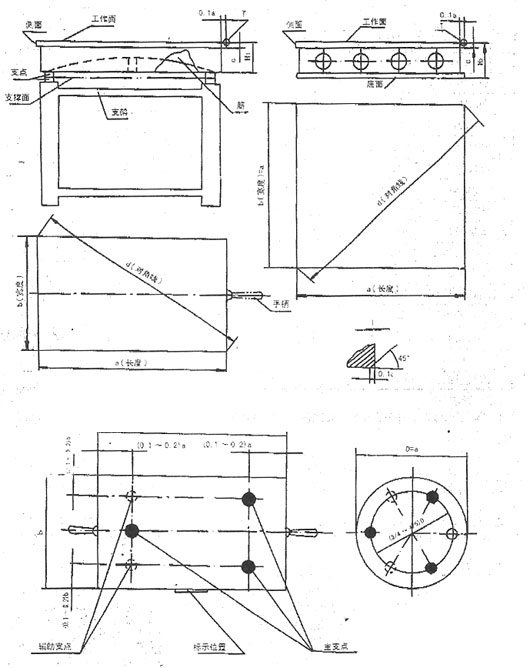
4型式与尺寸
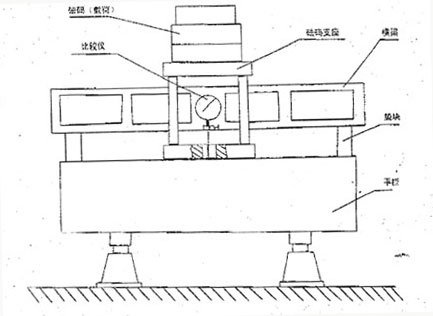
4.1平板的型式见图1所示。图式(shì)仅作图解说(shuō)明,不表示详细结构。
4.2筋板式平板的主支点分布形式见图2所示。图(tú)中(zhōng)所示的辅助支点(diǎn)是为了防止使用(yòng)中的平板(bǎn)因重心(xīn)偏移而发生倾(qīng)覆所设置的,对(duì)因负载过大而产生有害变形的辅助支点由设计者自行设计,但数量应控制在最少限度。辅(fǔ)助之承面与主支承面不应在同一平面上,以便于调整辅助支点的(de)支(zhī)反力。
4.3平板的(de)基本尺寸见表1的规定(dìng)。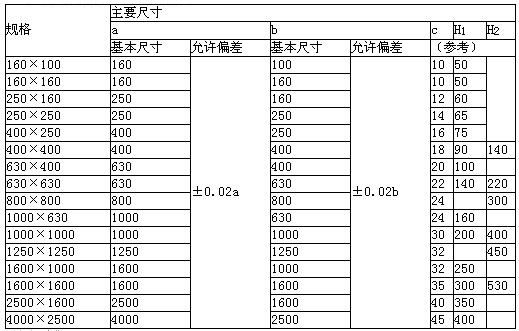
5技术要(yào)求
5.1平板工作面不得有严重影响外(wài)观和使用性能(néng)的砂孔、气孔、裂(liè)纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
5.2平(píng)板的铸造表面(miàn)应清除型砂且平整,涂漆牢固。
5.3精度登记为0级~3级的(de)平板工作面上,直(zhí)径小于15mm的(de)砂孔允许用相同材料堵塞,其硬度应小于周(zhōu)围材料的硬度。工作面堵塞的砂孔(kǒng)应不多于4个,且砂孔(kǒng)之(zhī)间的间(jiān)距应不小于80mm。
5.4平板应采用优(yōu)质细密的灰口铸铁或合金等材料制造,其工作面硬度应为170~220HB。
5.5平板工作面通常应采用刮削工艺。对采用刮削加工的(de)3级平板工作面,其表面粗(cū)糙度Ra的****允许值为(wéi)5um。
5.6平板工作面的(de)平面度公差(chà)见表2的规定。
5.7平板工作(zuò)面采用刮削工艺应进行涂色对研检验。对研后显(xiǎn)示的接触点面积(jī)的比率见表3的规定:或者按(àn)25mmX25mm正方形面(miàn)积(jī)的接触点数见表3的规定,且任意(yì)25mmX25mm中(zhōng)的接触点数之间应不大(dà)于5点。若(ruò)有争议,按接触点面积的比率为评定依据。
5.8对不便采用涂色对研检(jiǎn)验的平板工作面(miàn)应检(jiǎn)验其平(píng)面的波动量,工作面的平面波动量见表4的(de)规定。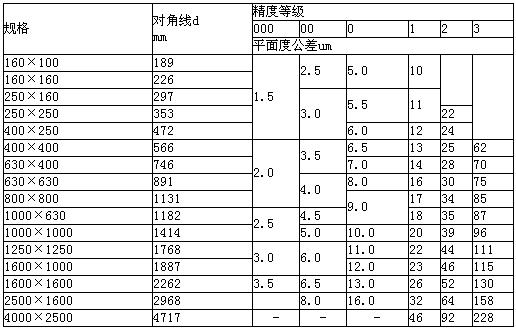
注:
1.表中数(shù)值均按标准温度(dù)200C给定:
2.计算公式:
000级(jí):1×(1+d/1000) 1级:8×1+(d/1000)
00级:2×(1+d/1000) 2级:16×(1+d/1000)
0级:4×(1+d/1000) 3级:40×(1+d/1000)
式中:d-平板工作面对角长度,mm
3距工作面(miàn)边缘0.02α(****为(wéi)20mm)范围内平面度公差不计,且任意一点都不(bú)得高于工作面。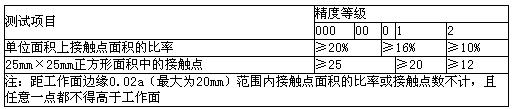

5.9 平板侧面对工作面的垂直度公差(chà)和平板两相邻侧面的垂(chuí)直度公(gōng)差均匀GB/T1184中规定的12级。
5.10 平(píng)板工作面中央中集中(zhōng)载荷区域、施加的额定(dìng)载荷和允许挠度值见表5的规定。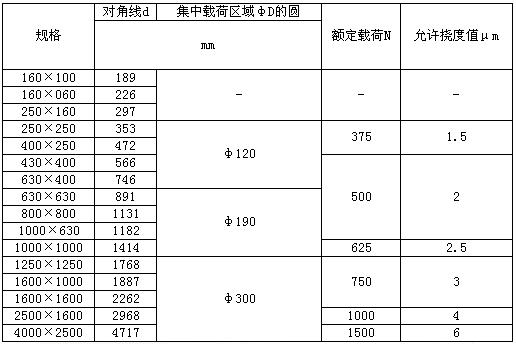
7标志与包装(zhuāng)
7.1 平板上应标志:
a)制造厂(chǎng)厂名或注册商标;
b)产品名(míng)称;
c)规格和精度等级;
d)产品序号和制造日期;
e)本标准的标准号。
7.2 平板的包装箱上应标志;
a)制造厂厂名或注册商标(biāo);
b)产品名称;
c)规格和精度等级;
d)产品序(xù)号和制造日期;
e)防振、防水、防潮等标记。
7.3 平(píng)板在包装前应经防锈处(chù)理并妥善包装,不得因包(bāo)装(zhuāng)不善而在运输过程中损坏(huài)产品。
7.4 平板经检定符合本标准要求后,应(yīng)附有产品合格证;产品(pǐn)合格证上应有本标准的标准号和产品序号。
查看(kàn)该产品图片(piàn)>>>铸铁(tiě)平台.铸铁平板